|
|
|
|
|
|
|
[e] NSB:
| | Zitat von da gig
ah ok, da ist noch mehr dahinter.
dann bleibt nur das spiel des gleiters oben und unten, aber das ist wohl zu vernachlässigen.
| |
So zumindet der Plan, genau.
Im Endeffekt bau ich ja alles aus Platten und Drehteilen auf.
Drehteile dreh ich selbst, da gehts bei den Toleranzen realistisch um ~+/- 0,05 oder so. Weniger ginge, werd ich an den sinnvollen Stellen auch machen, aber wenn ich das bei allen auf +/-0,01 mm anleg, steh ich locker die doppelte Zeit an der Drehbank. Das hat keinen sinn. Die Platten werden Wasserstrahlgeschnitten und sind eigentlich auch recht genau. Tippe auch da auf ca. 1/10 Genauigkeit.
Das sollte ausreichend sein wenn man sich überlegt dass meine Referenz n Drucker ist der zur Hälfte aus gedruckten Teilen besteht 
|
|
[Dieser Beitrag wurde 2 mal editiert; zum letzten Mal von LoneLobo am 08.06.2016 18:41]
|
|
|
|
|
|
|

|
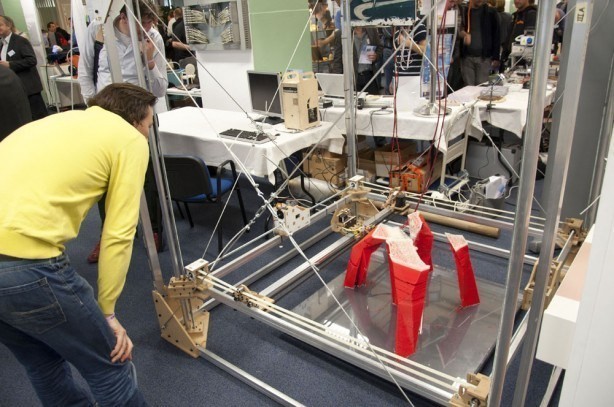
Wieder ein bisschen Zeit gehabt mit verschiedenen Finishing-Techniken zu experimentieren.
Ich denke ich hab jetzt 'nen guten Kompromiss aus Zeitaufwand und Qualität gefunden:

|
|
|
|
|
|
|
|
|
|
|
...ja und?
Wie gemacht?
penner  
|
|
|
|
|
|
|
|
|
|
|
Äh, ja.
Ist PLA/PHA von Colorfabb
- Nach dem Druck von groben Unsauberheiten säubern
- 40 Sekunden in Aceton tauchen und kurz trocknen lassen
- solange das Aceton noch wirkt noch ein wenig abschleifen
- über Nacht trocknen lassen
- Layer Lines und kleine Risse mit Mr. Dissolved Putty füllen und später abschleifen
- Mit Filler ansprühen und schleifen
- nochmal mit Putty die jetzt sichtbaren Fehler beheben
- nochmal mit Filler ansprühen und mit feinem Schleifpapier glatt schleifen und ein wenig mit 'nem Tuch polieren.
- dann Farbe drauf
|
|
|
|
|
|
|
|
|
|
|
Kannst Du beim nächsten Objekt mal Zwischenbilder machen?
Interessieren würde mich v.a. die Stati
- nach Aceton, vor Putty
- Nach putty 1, vor filler 1
- Nach Filler 1, vor schleifen
Wär cool
|
|
|
|
|
|
|
|
|
|
|
Mach ich. Hab hier eh noch ein unbearbeitetes Herz rumliegen. Das muss ich auch mal fertig machen.
Aber schon mal ohne Bilder:
Das Aceton reagiert eigentlich nicht mit PLA. Aber Colorfabb scheint in ihr Material andere Stoffe zu mischen um vermutlich die Fließeigenschaften und die Schmelztemperatur zu optimieren. Diese Stoffe werden angelöst und schließen die Layer Lines.
Allerdings wird's nur bei 'ner Layer height von max. 0.06mm richtig glatt.
Das erste Putty ist flüssig. Das kann man mit 'nem Zahnstocher oder feinem Pinsel in die Rillen packen. Das wird da regelrecht rein gezogen. Muss man aber ein paar mal machen. Geht aber schnell, weil man ja nur ein paar Stellen behandeln muss.
Filler 1 ist nur dazu da überhaupt die Qualität der Oberfläche einschätzen zu können (Und natürlich auch ein wenig zu füllen.)
Das Plastik ist leicht lichtdurchlässig. Deshalb sieht man die meisten Fehler nicht. Nach dem grauen Filler und in gutem Licht kann man dann nochmal alles überprüfen.
|
|
|
|
|
|
|
|
|

|
|
Wie viel Herzen hast du jetzt schon? Und was machst du mit denen? (außer dem offensichtlichen natürlich, in Spielen länger zu überleben)
|
|
|
|
|
|
|
|
|
|
|
"Fertig" sind jetzt drei.
Wirklich was machen tu ich damit nicht. Eins werde ich vermutlich verkaufen, da gibt es einen Interessenten.
Das Ding ist nur ein ziemlich gutes Testfeld für verschiedene Nachbearbeitungs-Techniken.
Komplexe Form, viele Details und wird aus zwei Hälften zusammengeklebt. Da gibt's viele verschiedene Lösungen die ich erst mal finden musste.
z.B. Wlcher Kleber hält PLA zusammen; Wie fülle ich am besten die Hälften mit schwerem Material, damit es sich später wertiger anfühlt; Wie bereite ich das Model vor, dass die Hälften nachher perfekt aufeinanderpassen; Wie bekomme ich die Kleberille abgedichtet; wie Schleife ich in unzugänglichen Stellen; Wie bekomme ich an jede Stelle Lack; etc.
e: Das ist übrigens das Putty. Das ist Bombe und spart mir viele Nerven und Zeit. (Auf eBay glaube ich günstiger)
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von derinderinderinderin am 09.08.2016 20:45]
|
|
|
|
|
|
|
|
|
Chef hat mir heute aufgrund Kontakten zu Olivetti dieses Ding hier in die Arbeit stellen lassen, gehört natürlich noch aufgebaut etc.:

Olivetti 3D-S2.
Ich hatte ja schon immer Bock mit nem 3D-Drucker rumzuexperimentieren, aber ich dachte ich würde vielleicht mit was kleinerem beginnen.
Ich werde diesen Thread in Zukunft genauer beobachten.
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von Kaffeekränzchen am 09.08.2016 20:54]
|
|
|
|
|
|
|
|
|
|
Kasse Maschine. Bin gespannt was da rauskommt.
|
|
|
|
|
|
|
|
|
|
|
So, ich hab das Ding jetzt seit 2 Wochen in Betrieb und trappse nach wie vor im Dunkeln.
Chef hat nun einen 3D-Scan-Raum bestellt für den ich Kamerahalterungen drucken darf. Yay!
ABS! Yay! Ich will sterben!
Ich komm ja noch nicht mal mit PLA wirklich klar, aber 10 Versuche später habe ich noch immer kein nicht-warpendes Werkstück mit ABS hinbekommen.
Ich hab aber auch einfach überhaupt keine Lust das mit dem Scheiß-Malerband auszuprobieren. 
|
|
|
|
|
|
|
|
|
|
|
Beheizte Druckplatte?
Malerband ist mir auch zu doof.
Ich pack ein paar Sprühstöße Haarlack drauf. Auß 'ner Zerstäuberflasche. Drucke zwar mit PLA aber der Druck ist so fest auf dem Bett, dass ich ihn erst entfernen kann, wenn er abgekühlt ist. Dann ploppt er aber wie von alleine.
Das benutze ich seit ich den Drucker habe und die Flasche ist noch so gut wie voll:

|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Kaffeekränzchen
So, ich hab das Ding jetzt seit 2 Wochen in Betrieb und trappse nach wie vor im Dunkeln.
Chef hat nun einen 3D-Scan-Raum bestellt für den ich Kamerahalterungen drucken darf. Yay!
ABS! Yay! Ich will sterben!
Ich komm ja noch nicht mal mit PLA wirklich klar, aber 10 Versuche später habe ich noch immer kein nicht-warpendes Werkstück mit ABS hinbekommen.
Ich hab aber auch einfach überhaupt keine Lust das mit dem Scheiß-Malerband auszuprobieren.
| |
Hat der Printer kein beheizbares Bett? Versuch mal mit Haarspray, ging bei mir eigentlich ganz gut.
|
|
|
|
|
|
|
|
|
|
|
Heyho!
Beheizbares Bett ist vorhanden, momentan verwende ich für ABS 110°C beim Heizbett.
Einzelne Teile halten ja, aber sobald das etwas größeres zusammenhängendes ist biegen sich bei der 2., 3., 4. Schicht alle Kanten so nach oben, dass mir das Stück um die Ohren fliegt.
Haarspray hab ich bisher nicht probiert, weil ich irgendwo irgendwas aktuelles negatives dazu aufgeschnappt habe.
Aber fragt mich nicht mehr was.
Momentan versuche ich es mit verschiedenen Konzentrationen an ABS-Aceton-Juice-Mischungen.
Ein dünner Film ist auf jeden Fall nicht genug.
|
|
[Dieser Beitrag wurde 2 mal editiert; zum letzten Mal von Kaffeekränzchen am 12.09.2016 15:08]
|
|
|
|
|
|
|
|
|
|
Also löst sich nicht die erste Schicht sondern mittendrin. Das ist natürlich blöd. Kein Plan was man da macht
|
|
|
|
|
|
|
|
|
|
|
110° scheint mir zu viel. Die meisten beheizten Druckplatten gehen nur bis 60° und ich glaube gelesen zu haben, dass das für ABS sich empfohlen wird.
E: Hmm, scheint doch zu stimmen.
|
|
[Dieser Beitrag wurde 2 mal editiert; zum letzten Mal von derinderinderinderin am 12.09.2016 17:07]
|
|
|
|
|
|
|
|
|
Wenn es mitten drin bricht, liegts nicht am beheizten Druckbett. 110 sind zwar ne Menge, aber für ABS noch in Ordnung.
Häng mal ein Thermometer rein, wie die Temperatur da drin sich so verhält. Versuch evtl. Mal ein paar Minuten länger die 110 Grad zu halten, sodass sich die Druckkammer aufheizt und ne ordentliche Temperatur hält, damit alles deutlich langsamer abkühlt. Dann aufpassen, dass keine Zugluft dran kommt, die abkühlen könnte.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von LoneLobo
Interessieren würde mich v.a. die Stati
| |
Status: U-Deklination.
Heißt: Plural ist ebenfalls Status, gesprochen mit langem u.
Siehe auch hier: Wörterbuch
Dank mir später.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Teh Ortus
Wenn es mitten drin bricht, liegts nicht am beheizten Druckbett. 110 sind zwar ne Menge, aber für ABS noch in Ordnung.
Häng mal ein Thermometer rein, wie die Temperatur da drin sich so verhält. Versuch evtl. Mal ein paar Minuten länger die 110 Grad zu halten, sodass sich die Druckkammer aufheizt und ne ordentliche Temperatur hält, damit alles deutlich langsamer abkühlt. Dann aufpassen, dass keine Zugluft dran kommt, die abkühlen könnte.
| |
Habe es letztendlich mit längerem Aufheizen und weniger Putzen "gelöst".
Nach einem fehlgeschlagenen Druck hat der zweite Durchlauf plötzlich sofort funktioniert.
Aber das Ding ist nicht für ABS gemacht, bzw. es gibt noch keine "offizielle Unterstützung dafür". Egal was für Retraction-Einstellungen, was für Blabla ich mache, es oozt.
Es gibt keinen Punkt an dem genug rauskommt um zu drucken, aber zu wenig um zu oozen.
Sobald er aufhört zu oozen habe ich in einigen Teilen Underextrusion. Habe das jetzt einige Tage versucht zu beheben, aber habe nicht genug Zeit dafür.
So what. Für die ABS-Teile hab ich jetzt das neben mir stehen:

|
|
|
|
|
|
|
|
|
|
|
Damit hier ma wieder n Post kommt.
Aktueller Stand:

Und dabei wirds bleiben, Projekt is auf Eis gelegt bzw. höchstwahrscheinlich sogar gecancelt.
Bin mittlerweile zum Schluss gekommen dass das so wies jetzt ist keinen Sinn macht.
Ich adaptier an meinem bestehenden Drucker bissl was (letztens nen neuen Extruder bestellt) und mach mir derweil a paar Gedanken. Würde dann eher n CoreXY-Layout (Extruder an XY, Druckbett macht nur Z), das halt ich insgesamt für sinnvoller.
Hab da eh schon n paar Ideen, den da weiterkonstruieren wär daher quatsch. Würd mich nur ärgern
Hab bei dem da eh schon schlecht angefangen, viel zuwenig Konzeptphase vorm Konstruieren. Das war Quatsch.
|
|
|
|
|
|
|
|
|
|
|
|
Es gibt doch Portale über die man bei irgendwem aus der nähe 3D-gedruckte Teile bestellen kann. Gibt es das inzwischen auch für Schokolade?
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Kaffeekränzchen
Heyho!
Beheizbares Bett ist vorhanden, momentan verwende ich für ABS 110°C beim Heizbett.
Einzelne Teile halten ja, aber sobald das etwas größeres zusammenhängendes ist biegen sich bei der 2., 3., 4. Schicht alle Kanten so nach oben, dass mir das Stück um die Ohren fliegt.
Haarspray hab ich bisher nicht probiert, weil ich irgendwo irgendwas aktuelles negatives dazu aufgeschnappt habe.
Aber fragt mich nicht mehr was.
Momentan versuche ich es mit verschiedenen Konzentrationen an ABS-Aceton-Juice-Mischungen.
Ein dünner Film ist auf jeden Fall nicht genug.
| |
Einfach heißer Drucken. Firstlayer 110°C danach Bett auf 100°C oder sogar 90°C senken (vermeidet die Elefantenfüße) und mit dem Hotend ruhig bis auf 260°C probieren. Wenn es dann noch warpt, schauen, ob du vielleicht irgendwie mit einem Lüfter auf den Druck bläst...
Alternativ einfach zu PETG wechseln 
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von Abiturient am 05.10.2016 20:02]
|
|
|
|
|
|
|
|
|
Gestern hat sich spontan eins meiner billigen lm10uu zerlegt. Das ist dann der Preis dafür, billige Lager zu kaufen.
Konnte zum glück woanders auf eins verzichten, sodass der Drucker noch läuft bis das neue da ist.
In der Zwischenzeit drucke ich mal aus Neugierde ein Gleitlager aus PLA. Plane nicht es einzusetzen, bin aber neugierig wie das so läuft.
|
|
|
|
|
|
|
|
|
|
|
Guten Morgen die Herren,
wäre jemand bereit, mir gegen Entgelt eine Kleinigkeit zu drucken?
|
|
|
|
|
|
|
|
|
|
|
|
Kanns nachher mal aufn Drucker hauen
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Grad gedruckt. Beim Versuch es vom Druckbrett zu kriegen kaputt gedrückt
Ich versuchs morgen nochmal, musste mit S3D drucken, welches ich noch nicht so ganz kapiert habe.
|
|
|
|
|
|
|
|
|
|
|
|
Alles in Ordnung bei Dir?
|
|
|
|
|
|
|
|
|
|
|
Nur, weil er dein Zeug nicht erledigt, muss er nicht gleich auf der Intensivstation liegen. 
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Thema: 3D-Drucker Thread ( you wouldn't download a car ) |






![[F-RAT]PadMad](./avatare/padmod.gif)





