|
|
|
|
|

|
sla <> sls 
|
|
|
|
|
|
|
|
|
|
|
Ich verkriech mich ja schon in meine "Ich kann nicht lesen"-Höhle. 
|
|
|
|
|
|
|
|
|
|
|
Sehr erfolgreiches WE 
Nachdem ich das Bett mal sauber gelevelt habe und nicht mehr das Fenster direkt neben dem Drucker offen habe.
 
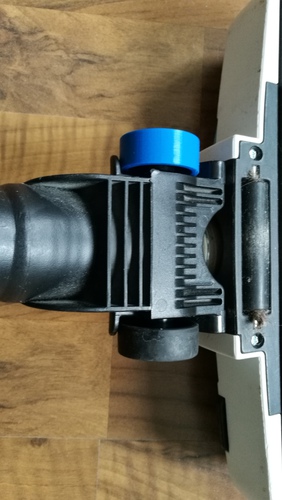
Ersatzrad für das Staubsauger-Saugteil druckt gerade. Mal gespannt, ob das direkt auf den ersten Schuss was wird 
// Top. Ging gut:
|
|
[Dieser Beitrag wurde 3 mal editiert; zum letzten Mal von dentz2 am 07.04.2019 17:04]
|
|
|
|
|
|
|
|
|
|
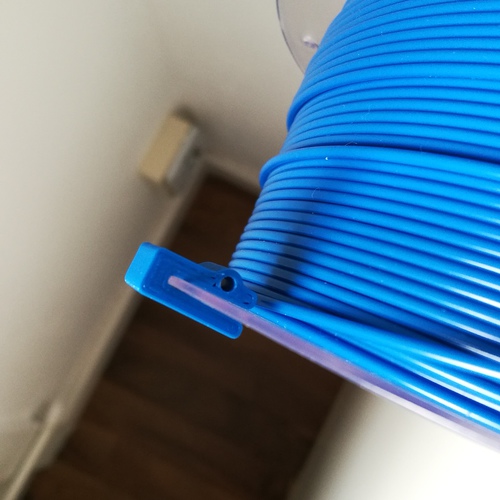
wofür ist die klammer beim filament? zum es aus faulheit hineinzustecken am ende des drucks?
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Lunovis
wofür ist die klammer beim filament? zum es aus faulheit hineinzustecken am ende des drucks?
| |
Um das Ende das Filaments zu fixieren, wenn man die Spule wechselt.
Mir ist der Druck des Duschhalters fast in die Hose gegangen, weil sich offenbar eine Schleife über die ander gelegt hat und ich nen Knoten hatte. Vermutlich nicht aufgepasst beim Spulenwechsel.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von dentz2
Um das Ende das Filaments zu fixieren, wenn man die Spule wechselt.
| |
du hast schon gemerkt, dass deine spule entsprechende ösen dafür hat?
|
|
|
|
|
|
|
|
|
|
|
|
Meine hat nur Löcher. Und bevor ich nen Knick im Filament hab oder dann immer das Filament zum Spulenrand raus steht, hab ich mir nen Clip gemacht.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von shekk
Ernsthafte Frage - warum zieht man einen F³ bzw. PLA-Drucker in Erwägung, wenn es für das Budget auch einen SLS-Drucker gibt? Ich sehe nur Nachteile - und als einziger Vorteil beim PLA der (bei gleichen Kosten signifikant) größere Bauraum. Letzterer kann verständlicherweise ein Dealbraker sein...aber alles andere kann ich nur schwer nachvollziehen.
| |
Bauraum ist beim Ultimater S5 und dem Formlabs 3L quasi identisch.
Ausnahme wäre hier der Raise3D, der mit 300x300x600 schon heftig groß ist. Leider wie so oft auf der langsamsten und mechanisch schwächsten Achse :/
Vorteile die ich beim FDM seh sind z.B. die Möglichkeit, Faserverstärkte Filamente zu verwenden. Mal abgesehen von der teilweise sehr zweifelhaften Verstärkung sorgen C-Fasern z.B. auch einfach für ne bessere Wärmeleitfähigkeit.
Hauptvorteil sind aber wirklich einfach die Kosten.
Die Harzkanister für den 3L gehen bei 100€ los, interessant wirds eher im Bereich bei 200€. N kg PETG oder PA inkl. C-Fasern drin kost auch ~100 €/kg, markiert da aber eher die obere Grenze der Preisspanne. Wenn man mal von so Wahnsinnigkeiten wie PEEK absieht.
Die Frage (die ich bei uns intern noch weng klären muss) ist, wieviel Budget für das laufende Druckerding dann zur Verfügung steht. Mir bringts überhaupt nichts wenn ich die Todesmaschine rumstehen hab, aber nur 3 Drucke im Jahr machen darf weil das Zeug so teuer is.
Is zwar schade dass es (wie so oft) zum großen Teil am Geld hängt, aber von einem Drucker den ich 24/7 durchrennen lassen kann und v.a. darf hab ich einfach viel mehr.
Raus ist der 3L deshalb noch lange nicht, eigentlich wär der schon mein Favorit. Ob's allerdings das was mir an der Stelle wirklich weiter hilft, muss ich noch irgendwie rausfinden.
Speaking of which - hat hier jemand einen Raise3D oder kann aus irgendwelchen Gründen was zur Zuverlässigkeit sagen?
IdeaMaker verwend ich seit einiger Zeit ausschließlich als Slicer und bin zufriedener denn je. Wenn die Drucker auch so gut sind wie ihre Software müssten die ziemlich taugen
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von LoneLobo am 08.04.2019 22:14]
|
|
|
|
|
|
|
|
|
shekk spricht vom lasersintern, nicht von resin 
|
|
|
|
|
|
|
|
|
|
|
oh.
Da würde mir noch viel mehr an Nachteilen einfallen 
Sauteure Rohstoffe, viel Nacharbeit, keine besonders gute Oberfläche, keine geschlossenen Hohlbauteile, Notwendigkeit den Arbeitsraum immer möglichst vollzustopfen weil sich das Pulver nie zu 100% wiederverwenden lässt was es dann NOCH teurer macht usw usw.
SLS is prinzipiell total geil was die Möglichkeiten angeht, aber..."speziell".
UND: Meine Firma hat an nem anderen Standort schon nen SLS-Drucker der nen halben m³ Arbeitsvolumen hat. Da stell ich mir keinen Sinterit Lisa ins Büro.
|
|
|
|
|
|
|
|
|
|
|
für die ender3 user: creality hat v1.1.4 des mainboards rausgebracht.
primäre änderung: statt der a4988 driver setzen sie nun tmc 2208 ein.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Atomsk
für die ender3 user: creality hat v1.1.4 des mainboards rausgebracht.
primäre änderung: statt der a4988 driver setzen sie nun tmc 2208 ein.
| |
Und wie kann man beim Kauf jetzt sichergehen so eins zu erwischen?
Die Händler werden doch zunächst die alten abverkaufen?
|
|
|
|
|
|
|
|
|
|
|
klar, bis die altbestände weg sind, bekommen die leute noch die 1.1.3 version.
aber wer schon nen ender hat, kann das board separat kaufen.
die dinger kosten ja nur n 20er.
|
|
|
|
|
|
|
|
|
|
|
|
Was sind die Vorteile / Features des neueren Chips?
|
|
|
|
|
|
|
|
|
|
|
in erster linie die lautstärke der stepper und die genauigkeit.
teaching tech hat ne schöne video-reihe in denen er die a4988 zu drei verschiedenen trinamics (inkl. 2208) vergleicht. und in seinem aktuellen video geht er direkt auf das neue board ein.
|
|
|
|
|
|
|
|
|
|
|
Neue Federn und den Petsfang-Bullseye-Lüfter installiert. Druckt wie ne Eins. \o/
Jetzt nen neuen Filamentroller und dann ein wichtiges Projekt für die Arbeit drucken
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von LoneLobo
oh.
Da würde mir noch viel mehr an Nachteilen einfallen :D
Sauteure Rohstoffe, viel Nacharbeit, keine besonders gute Oberfläche, keine geschlossenen Hohlbauteile, Notwendigkeit den Arbeitsraum immer möglichst vollzustopfen weil sich das Pulver nie zu 100% wiederverwenden lässt was es dann NOCH teurer macht usw usw.
SLS is prinzipiell total geil was die Möglichkeiten angeht, aber..."speziell".
UND: Meine Firma hat an nem anderen Standort schon nen SLS-Drucker der nen halben m³ Arbeitsvolumen hat. Da stell ich mir keinen Sinterit Lisa ins Büro. ^^
| |
Die Rohstoffpreise hängen vom Material ab, aber du hast Recht - im Mittel dürften die oberhalb der PLA (etc) Preise sein. Hohlbauteile brauchen eine Öffnung, korrekt, haben sie aber idR sowieso meistens. Arbeitsraum vollmachen ist bei geringem Druckvolumen auch ein Nachteil, bei etwas mehr dann aber imho nicht mehr.
Die Oberfläche ist bei SLS allerdings SEHR viel besser als bei F³, sogar schon ohne jede Nachbearbeitung - und diese fällt eh minimal aus. Das Pulver rausklopfen, auspinseln/-pusten, fertig. Viel sauberere Lagen, je nach Positionierung völlig glatte Flächen, keine sichtbaren Poren. Wenn man den Kram dann noch etwas mit Glas oder Walnüssen abstrahlt, ist es innerhalb von Sekunden ein Handschmeichler.
Und wie gesagt, mechanisch und chemisch heftig belastbar, dabei duktil (alles jetzt mal für PA, was am häufigsten verwendet werden dürfte), trotzdem hart genug, um Gewinde reinzuschneiden, sehr gut zu bohren (und danach sauglatt) etc.
Aber wenn ihr natürlich schon ein Gebäude weiter so ein Karre stehen habt, ist das alles völlig irrelevant für deine Entscheidung :]
|
|
|
|
|
|
|
|
|
|
|
Hat jemand eine Idee wie ich Cura dazu zwingen kann in allen Schichten die Wände komplett als "Linie" zu machen und nicht mit mit den diagonalen Linien zu füllen.
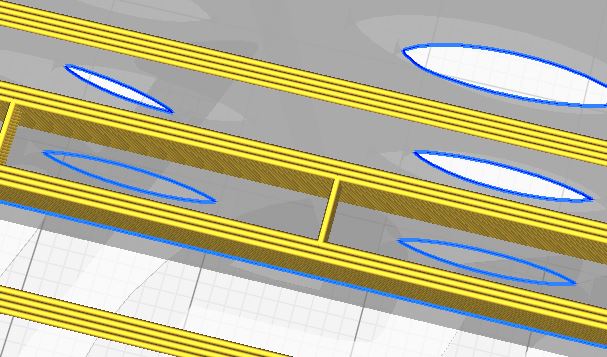
Ich verstehe nicht, wieso das in den unteren Ebenen klappt und ab der 10 bzw. 15 Ebene nicht mehr (je nach Auflösung 0.2 bzw 0.3 Layer height).
Habe schon mit den unterschiedlichen Infills und Mustern gespielt, ebenso mit der Wanddicke usw.
|
|
|
|
|
|
|
|
|
|
|
Ich hätte jetzt erwartet, dass "Anzahl der Wandlinien" das machen sollte. Aber wenn du das schon versucht hast. Cura Version und eventuell lad dein stl hoch, dann könnte man etwas experimentieren
Bei mir tut es:

|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von [eXz]CountZero am 17.04.2019 15:06]
|
|
|
|
|
|
|
|
|
| | Zitat von [eXz]CountZero
Ich hätte jetzt erwartet, dass "Anzahl der Wandlinien" das machen sollte. Aber wenn du das schon versucht hast. Cura Version und eventuell lad dein stl hoch, dann könnte man etwas experimentieren
Bei mir tut es:
https://i.imgur.com/IyS28C7.png
| |
Dachte auch, wenn ich das fix einstelle auf 3 Linien (0.4er Nozzle und dann 1.2 Wandstärke), aber will nicht.
Cura 4.0.0
Dieses Modell: https://www.thingiverse.com/thing:2977296 -> Slot Teil mit den Löchern.
|
|
|
|
|
|
|
|
|
|
|
Hmm, ich vermute es liegt an den geringen Abmessungen des Teil. Insgesamt ist es ja nur 8mm dick. Ich habe es jetzt mal auf 110% skaliert. Dann passt es. Ich würde es jetzt so interpretieren, dass auf 100% keine ganze Bahn zwischen die beiden Außenlinien passt. Wo man das Verhalten einstellt, habe ich keine Ahnung. Müsste dann aber ja eher beim Infill zu finden sein. Experteneinstellungen einschalten und durch probieren.

|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von [eXz]CountZero am 17.04.2019 15:21]
|
|
|
|
|
|
|
|
|
Dann ist es nur blöd, dass das Unterteil bei 100% Skalierung seit 2h druckt ...
Mhm .. 101% und er würde das Infill weglassen. Ich checks noch nicht, aber das wäre ein Versuch wert.
100,4% reicht bereits. Ich werde das mal testen.
// Der Druck ist ziemlich unsauber. Kommt evtl von der "krummen" Skalierung.
Eventuell liegts aber auch am Filament. Das war die erste Spule die ich mir gekauft habe und die ist bereits einige Wochen alt und die ersten Wochen hatte ich die noch dauerhaft an der Luft liegen. Kann natürlich auch sein, dass die Feuchtigkeit gezogen hat und daher sehr unhomogen zu verarbeiten ist :/
|
|
[Dieser Beitrag wurde 3 mal editiert; zum letzten Mal von dentz2 am 17.04.2019 17:58]
|
|
|
|
|
|
|
|
|
| | Zitat von shekk
Und wie gesagt, mechanisch und chemisch heftig belastbar, dabei duktil (alles jetzt mal für PA, was am häufigsten verwendet werden dürfte), trotzdem hart genug, um Gewinde reinzuschneiden, sehr gut zu bohren (und danach sauglatt) etc.
| |
Das sind halt auch alles Dinge die für rapid prototyping von Interesse sind, und das dann ja auch nur bedingt. Klar, wenn das auch mal in Frage kommen würde ist so ein Allrounder cool, aber für viele Zwecke dürften Filamentdrucker ja ausreichend sein.
|
|
|
|
|
|
|
|
|
|
|
|
Genau - ausreichend. Aber wenn das Budget für beides reicht und die Firma freiwillig die Betriebskosten zahlt, wäre meine Entscheidung klar. Aber Lobo hat ja schon der GERÄT herumstehen. Mit dieser Info vorab hätte ich auch nicht so blöd gefragt.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von shekk
Die Rohstoffpreise hängen vom Material ab, aber du hast Recht - im Mittel dürften die oberhalb der PLA (etc) Preise sein. Hohlbauteile brauchen eine Öffnung, korrekt, haben sie aber idR sowieso meistens. Arbeitsraum vollmachen ist bei geringem Druckvolumen auch ein Nachteil, bei etwas mehr dann aber imho nicht mehr.
Die Oberfläche ist bei SLS allerdings SEHR viel besser als bei F³, sogar schon ohne jede Nachbearbeitung - und diese fällt eh minimal aus. Das Pulver rausklopfen, auspinseln/-pusten, fertig. Viel sauberere Lagen, je nach Positionierung völlig glatte Flächen, keine sichtbaren Poren. Wenn man den Kram dann noch etwas mit Glas oder Walnüssen abstrahlt, ist es innerhalb von Sekunden ein Handschmeichler.
Und wie gesagt, mechanisch und chemisch heftig belastbar, dabei duktil (alles jetzt mal für PA, was am häufigsten verwendet werden dürfte), trotzdem hart genug, um Gewinde reinzuschneiden, sehr gut zu bohren (und danach sauglatt) etc.
Aber wenn ihr natürlich schon ein Gebäude weiter so ein Karre stehen habt, ist das alles völlig irrelevant für deine Entscheidung :]
| |
Naja, ich hab keinen direkten Zugriff auf das Ding, der Todesdrucker (Metall, Keramik usw) steht in Deutschland. Und wird von ner komplett anderen Abteilung verwaltet die nix mit uns (Komponentenfertigung) zu tun hat.
Aber aus Firmasicht machts keinen Sinn ein ähnliches Gerät nochmal woanders zu platzieren was alles schlechter macht als der für den man schon nen Haufen investiert hat.
Quasi alle deine Punkte treffen auch auf SLA Drucker zu, und SLS is halt einfach -scheiss-teuer. Dass ein SLS-Drucker besser ist als ein FFF ist schon klar, stand ja auch nie zur Debatte. Aber der kostet halt auch das hundertfache, da isses nicht so schwer, besser zu sein.
Ob die Druckqualität dann auch ums 100fache besser ist (oder das überhaupt relevant ist) und sich der drucker dann "auszahlt" ist nochmal ne andere Frage...
[e] Falls für jemanden interessant: Die Quintessenz meiner Präsi anhand der entscheiden wird was wir kaufen ist:
"Die genannten Kosten für SLA übersteigen den Rahmen in dem wir uns dem Thema widmen wollen" -> Raise3D Pro2 Plus kaufen. Ansonsten Formlabs 3L.
|
|
[Dieser Beitrag wurde 3 mal editiert; zum letzten Mal von LoneLobo am 17.04.2019 21:58]
|
|
|
|
|
|
|
|
|
Wir haben hier ganz neu einen formlabs Form 2 stehen.
Hatte selbst noch keine Gelegenheit damit zu spielen aber der Kollege hat mir schonmal was gedruckt. Das Ergebnis gefällt. Scheint auch für Funktionsteile zu Taugen.
Ich bin allerdings froh dass der Raum ne gute Absaugung hat. Das Zeug riecht doch Recht streng.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von [eXz]CountZero
Hmm, ich vermute es liegt an den geringen Abmessungen des Teil. Insgesamt ist es ja nur 8mm dick. Ich habe es jetzt mal auf 110% skaliert. Dann passt es. Ich würde es jetzt so interpretieren, dass auf 100% keine ganze Bahn zwischen die beiden Außenlinien passt. Wo man das Verhalten einstellt, habe ich keine Ahnung. Müsste dann aber ja eher beim Infill zu finden sein. Experteneinstellungen einschalten und durch probieren.
https://i.imgur.com/QqNgjls.png
| |
Danke für die Hilfe. Kam ganz gut raus. Hab jedoch ordentliche Warping gehabt oder mein Bett ist komplett schräg, wobei ich das neulich mit nem Maschinenwinkel erst geprüft habe ...

Die 2 farbigen Chips sind ganz gut geworden für den ersten Multi-Color-Print.
|
|
|
|
|
|
|
|
|
|
|
Neues Problem am Ender: Keine Adhäsion mehr - in der Mitte der Platte. Auf nem Fleckchen von vielleicht 1 cm²... wenn mir einer nen guten Test auf sowas gibt, liefer ich Fotos nach.
Wollte 4x dasselbe Objekt nebeneinander drucken, drei liefen super, bei dem einen failed schon der erste Layer und ab da Spaghetti. WTF?
|
|
|
|
|
|
|
|
|
|
|
Hatte ich auch. Mein heatbed war nicht plan.
In der mitte niedriger als an den kanten / ecken. Ich konnte es perfekt mit 4 lagen Alufolie zwischen dem Heatbed und der Druckauflage ausgleichen.
|
|
|
|
|
|
|
|
|
|
|
Same. Habe mit Aluminiumklebeband eine relativ stabile Lösung gefunden.
Wichtig: im warmen Zustand nivellieren.
|
|
|
|
|
|
|
|
| Thema: 3D-Drucker Thread ( you wouldn't download a car ) |