|
|
|
|
|
|
|
|
Falls Option, (größeren) Brim drucken?
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Iceman3000
Falls Option, (größeren) Brim drucken?
| |
Dito.
Und je nachdem die Geschwindigkeit bzw Beschleunigungen runtersetzen. Dann fängt das Bauteil weniger zu wackeln an.
|
|
|
|
|
|
|
|
|
|
|
Hast du viel stringing? Selbst diese dünnen Fäden können manchmal schon einiges an kraft aufnehmen, insbesondere wenn das Teil an dem sie dann ziehen eben sehr filigran ist.
Ansonsten das Teil was man druckt in der höhe bei der Hälfte teilen und als zwei hälften drucken und dann halt zusammenkleben.
|
|
|
|
|
|
|
|
|
|
|
Hat jemand ein gutes(!) Tutorial um eine solche Form herzustellen.

Verlauf bekomme ich einigermaßen hin nur Übergänge sind etwas ruppig und Sweeping funktioniert nur halb/nur auf.

|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von fatal-x am 20.04.2021 16:48]
|
|
|
|
|
|
|
|
|
https://www.youtube.com/watch?v=Mimbq-k2dWg
Das hier sieht doch recht passend aus.
Du musst halt für jeden neuen Querschnitt einen entsprechenden Sketch machen der diesen beschreibt/darstellt.
Also quasi z.B. deine Mittellinie erzeugen, normal zu dieser div. Planes an den entsprechenden Positionen auf der Mittellinie. Dann zeichnest du Dort deine Querschnitte und verbindest die am Schluss alle per Loft.
Anscheinend kann man auch noch guides mit reinbringen, das muss man dann machen wenn er den verlauf zwischen 2 Querschnitten anders macht als man das gern hätt.
Sollte in deinem Fall aber nicht nötig sein, denke da genug Loft mit div. Querschnitten + der Leitkurve.
Da macht man natürlich nur eine Hälfte und dann wird gespiegelt.
|
|
|
|
|
|
|
|
|
|
|
Bin nicht ganz sicher, ob das in Fusion enthalten ist - Blechbiegeoperationen (auf einem quadratischen Querschnitt mit anschließender Kantenverrundung) könnten einfach funktionieren und geben dir noch Abwicklungen für die Herstellung.
Edith stellt fest, dass wir im 3DD-Thread sind; Abwicklung also wohl irrelevant 
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von Arcus am 20.04.2021 17:38]
|
|
|
|
|
|
|
|
|
Seh ich das richtig dass das Sattelstreben sind?
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Nose
Seh ich das richtig dass das Sattelstreben sind?
| |
jupp
will erstmal passenden verlauf checken und später dann aus Form + aus roving laminieren
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von fatal-x
| | Zitat von Nose
Seh ich das richtig dass das Sattelstreben sind?
| |
jupp
will erstmal passenden verlauf checken und später dann aus Form + aus roving laminieren
| |
cool, hast du vor irgendwo updates zu posten?
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
nice!
ich schreib dir mal ne pn...
|
|
|
|
|
|
|
|
|
|
|
Wenn Du btw Tipps oder Hilfe beim Carbonbasteln brauchst, einfach melden.
Ich mach das mittlerweile zwar eher mit Robotern und Anlagen, hab aber auch genug Zeit im Prototypenbau verbracht 
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Triton
Hast du viel stringing? Selbst diese dünnen Fäden können manchmal schon einiges an kraft aufnehmen, insbesondere wenn das Teil an dem sie dann ziehen eben sehr filigran ist.
Ansonsten das Teil was man druckt in der höhe bei der Hälfte teilen und als zwei hälften drucken und dann halt zusammenkleben.
| |
Kaum Stringing. Danke für eure Tipps, hab jetzt ein großes Teil gedruckt und das steht noch wie ne eins... so lang er nicht zu viel hin- und herspringt scheint alles cool zu sein. Ich drucke dann einfach die Teile lieber einzeln.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von LoneLobo
Wenn Du btw Tipps oder Hilfe beim Carbonbasteln brauchst, einfach melden.
Ich mach das mittlerweile zwar eher mit Robotern und Anlagen, hab aber auch genug Zeit im Prototypenbau verbracht
| |
Offtopic:
(Industrie-)Roboter zum laminieren? 
Kenne das bisher nur von Airbus bzw vom DLR.
OnTopic:
Roboter als 3D Drucker könnte ich bieten 
|
|
|
|
|
|
|
|
|
|
|
Ich habe ein merkwürdiges Problem mit Cura und ich bin recht sicher das ich einfach nur zu blöd bin.
Ich schaffe es einfach nicht, dass Cura die im Material hinterlegte Temperatur verwendet. Stattdessen sind es immer 200°C. Bei meinem PLA Filament steht als optimale Temperatur 215°C dran. Ich habe ein entsprechendes Material in Cura angelegt und auch ausgewählt. Zumindest wird es mir unter Prepare angezeigt. Aber der erzeugte gcode hat immer 200°C. Muss ich noch irgendwo einen einstellen, gibt es irgendwo noch einen Haken. Am Drucker liegt es nicht. Wenn ich den gcode manuell bearbeite verwendete er die 215°C.
Ich bin mir also recht sicher das ich was falsch mache, aber ich wüsste nicht wo ich noch was einstellen oder zuweisen kann.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von [eXz]CountZero
Ich habe ein merkwürdiges Problem mit Cura und ich bin recht sicher das ich einfach nur zu blöd bin.
Ich schaffe es einfach nicht, dass Cura die im Material hinterlegte Temperatur verwendet. Stattdessen sind es immer 200°C. Bei meinem PLA Filament steht als optimale Temperatur 215°C dran. Ich habe ein entsprechendes Material in Cura angelegt und auch ausgewählt. Zumindest wird es mir unter Prepare angezeigt. Aber der erzeugte gcode hat immer 200°C. Muss ich noch irgendwo einen einstellen, gibt es irgendwo noch einen Haken. Am Drucker liegt es nicht. Wenn ich den gcode manuell bearbeite verwendete er die 215°C.
Ich bin mir also recht sicher das ich was falsch mache, aber ich wüsste nicht wo ich noch was einstellen oder zuweisen kann.
| |
Ich weiss nicht, ob das so funktioniert, wie du es dir vorstellst. Wäre aber ein cooles Feature. Drucktemperatur stellst du bei "Print Settings" unter "Material" ein.
|
|
|
|
|
|
|
|
|
|
|
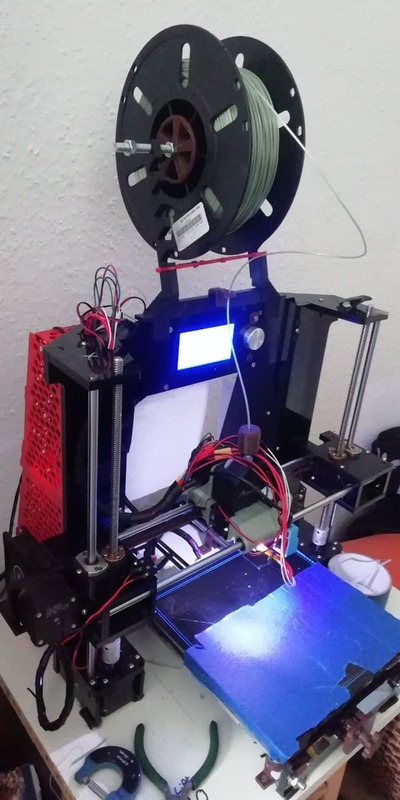
Neues vom Plastebomber Anet A6:
Hab den Drucker auf eine Platte geschraubt. Stangen mit Kabelbindern festgezurrt, etc. Der schwabbelt sonst sehr stark. Bin auch auf nen rPi 3B umgestiegen. Mit dem Zero läufts auch, aber mit dem 3B ist es komfortabler.
Hatte mir ne Biqu SSS Platte mit Magnetpad bestellt. Die Platte ist schon sehr nice, aber das Magnetpad löst sich gerne mal von der Aluplatte. Sehr ätzend. Da muss ich noch ne lösung finden.
Hat da wer ne Lösung für? Außer ne Glasplatte?
Da sich das Druckbett ständig verzieht und die Düse dann über das Druckbett kratzt, hab ich mir nen Level Sensor bestellt. Der SN04 ist unzuverlässig. Der zeigt zwar ne sehr geringe Abweichung pro Spot, aber der Offset ist an jedem Punkt der Platte anders. Unbrauchbar. Die Druckplatte ist dabei schon gut zerkratzt worden. Ich benutze jetzt erstmal wieder Bluetape.
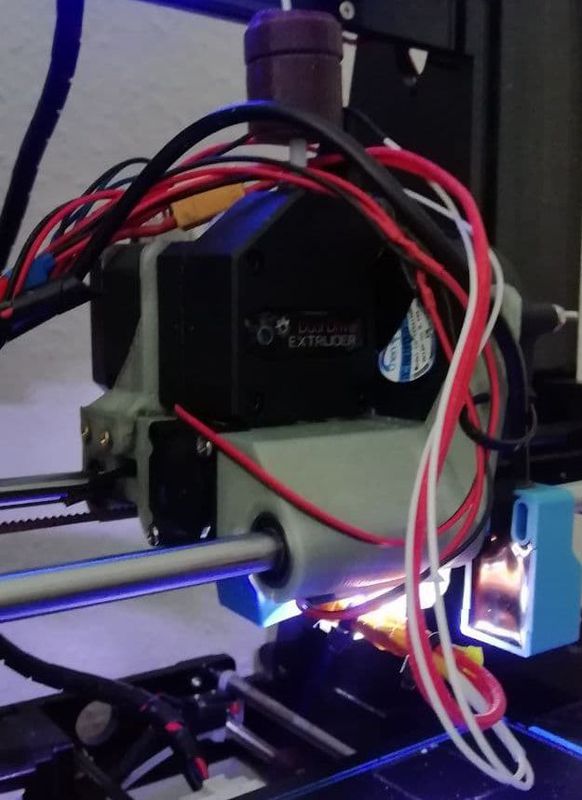
Hab mir nen V6 und nen BMG Klon geholt. Beide arbeiten super. Ich mir dann gleich drei Hotends mit unterschiedlichen Düsen zum schnellen Auswechseln bereitgemacht. Das ist nicht ganz so optimal, weil ich die Hotends aus dem Kühlkörper schrauben muss.
Edit: Ich will irgendwann in Zukunft einen Alurahmen für den Drucker bauen. Diese CoreXY Drucker sehen auch cool aus. Lohnt sich gleich ein Umbau auf nen CoreXY?
Hab mir auch ne SKR 1.3 mit TMC2209 bestellt. Die Stepper beim A6 sind wirklich nervig laut.
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von NNNitrous am 23.04.2021 9:59]
|
|
|
|
|
|
|
|
|
Mittlerweile kann ich auch das billo Filament von Filamentwerk (ebay) bei 195 °C drucken.
Druckbeispiele:

Mit 0.6 mm Düse, Layerhöhe 0.35 mm, Speed 60-97 mm/s:
---



Mit 0.2 mm Düse, Layerhöhe 0.1 mm, Speed 150 mm/s oder so (musste hin und her regeln):
Das billo Filament schwankt schon sehr im Durchmesser. Manchmal kommen 10 cm mit nem Durchmesser von 2 mm. Dann verstopft der ganze Extruder. Für 9 Euro pro Rolle (1 kg) kann ich das verkraften. Die Qualität ist sonst ziemlich gut.
Ich hab mir mal so nen Bausatz für nen Dickesensor bestellt: https://www.tindie.com/products/jasonkits/3dprinter-filament-width-sensor-kit-v4/
Mal sehen, ob ich den in Klipper oder in Octoprint eingebunden bekomme. Eigentlich muss der Drucker nur pausieren, wenn der Durchmesser zu groß wird.
Edit: Aus den Seifenschalen wird leider doch nix, weil sich unsere Katzen entschieden haben, jetzt Seife zu essen...
|
|
[Dieser Beitrag wurde 3 mal editiert; zum letzten Mal von NNNitrous am 23.04.2021 10:25]
|
|
|
|
|
|
|

|
für etwas lockere abwechslung - der 3d printing nerd ist grad live mit neil patrick harris und erklärt ihm die ersten schritte seines druckers
|
|
|
|
|
|
|
|
|
|
|
Mein Erweckungserlebnis für diese Woche: Eine 0.8mm Düse anstatt der 0.4mm Düse verwenden. Wie geil ist das denn? Natürlich bekommt man weniger Details, aber für bestimmte Prints ist es der Hammer, gerade in Kombination mit dem Vase-Modus. Die Wandstärke ist sehr brauchbar, da zerbricht nichts. Außerdem druckt er damit… doppelt so schnell. Leider finde ich keine MK8-1mm Düse oder gar eine 1,2mm Düse
Es hat immerhin für einen stabilen Mülleimer gereicht heute 
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von audax am 30.04.2021 23:02]
|
|
|
|
|
|
|

|
|
Vase Mode ist eh immer geil. Nozzle-Größe hab ich noch nie geändert, geht das erstmal mit ewigem Einstellungsgeficke einher, oder ist das für den geneigten Ender 3(v2)-Nutzer Plug and Play? Ich mach nämlich eigentlich praktisch nur noch größere funktionale Teile, bei denen mir Layer Lines Wurst sind.
|
|
|
|
|
|
|
|
|
|
|
Ich habe nur die Düse gewechselt, in Cura beim Material-Reteiter eine 0.8mm Düse ausgewählt und die wichtigsten Eckdaten eingestellt, also Temperatur, Layer-Höhe (0.5mm scheint gut zu sein), 103% Flow, etc.
Man sollte auch das 0.4mm-Profil verwenden können, wenn man nur die Line-Width und Layer-Height anpasst. Zum Test hab ich 3 Benchies und einen K-Factor Test für den Linear-Advance Faktor gedruckt (PLA mit der Düse hat bei mir einen K-Factor von 0.5)und war sehr schnell einsatzbereit.
Die Benchies habe ich einmal mit 0.38mm Layer und einmal mit 0.5mm Layer gedruckt und dann noch mal den K-Factor und den Flow angepasst. Jetzt sieht mein Benchy… funktional aus.
  
Ich musste für Benchy den Infill auf 25% erhöhenn damit der Bug nicht völlig zerläuft. Overhangs sind mit der dicken Düse etwas schwieriger.
Damit die Prints auch vernünftig aussehen müsste ich wohl noch mit dem Flow spielen und einigen anderen Faktoren. Stabil sind sie aber und das Bridging läuft gut. Der Bug sieht übrigen so doof aus, weil ich hier getestet habe was passiert, wenn ich dort die Naht setze. Ist nicht so geil.
|
|
[Dieser Beitrag wurde 3 mal editiert; zum letzten Mal von audax am 30.04.2021 23:55]
|
|
|
|
|
|
|
|
|
|
Nice, danke.
|
|
|
|
|
|
|
|
|
|
|
haste dir mal das video von angus angeschaut?
https://www.youtube.com/watch?v=3kW9SnK4LKc
er fokusiert sich zwar auf die layer hight, statt größerem nozzle, aber einige probleme sind übertragbar, da es letztenendes ja aufs gleiche (mehr filament durchsatz) hinaus läuft.
|
|
|
|
|
|
|
|
|
|
|
Die Frage ist hier vielleicht am besten aufgehoben:
Ich suche ein Tool, wo ich meine Zeichnungen visualisieren oder sogar rendern kann. Es geht schon in Richtung technische Zeichnungen, aber weniger für als Bauplan oder Druckanweisungen, die Arbeiten sind grösstenteils Freehand. Ich möchte einfach die Möglichkeit haben, Dimensionen bzw Verhältnisse anzupassen um direkt ein Ergebnis zu sehen, ohne komplett alles neu zeichnen/radieren zu müssen.
Wenn man dann noch Teile einfärben oder sogar Texturen importieren könnte, wäre das der Jackpot.
Achja, ich habe keine Vorkenntnisse in solcher Software und auch kein Geld
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von Atomsk
haste dir mal das video von angus angeschaut?
https://www.youtube.com/watch?v=3kW9SnK4LKc
er fokusiert sich zwar auf die layer hight, statt größerem nozzle, aber einige probleme sind übertragbar, da es letztenendes ja aufs gleiche (mehr filament durchsatz) hinaus läuft.
| |
Interessantes Video, es gab auch nen guten Kommentar, dass man die Line-Width mal anfassen soll für schnellere Drucke. Das hat meinen Drucker aber gerade etwas überlastet. Es gab nen Thermal Runaway shutdown bei 0.8mm Düse mit 1.5mm Dicke und 0.6 Layer Height
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von audax am 01.05.2021 21:51]
|
|
|
|
|
|
|
|
|
|
Kann mir jemand das hier vierteilen damit ich es auch auf meinem Spielzeugdrucker gedruckt bekomme?
|
|
|
|
|
|
|
|
|
|
|
EVTL(!) kann ich das nächste Woche in einer Mittagspause machen. Ich weiß nicht, ob ich das Modell mit meiner CAD-Software bearbeiten kann. Wenn ja, könnte ich sogar die Enden mit Feder und Nut ausstatten, damit du es einfach in einander stecken und mit einem Tropfen Kleber fixieren kannst. Wie groß ist denn deine Druckplatte?
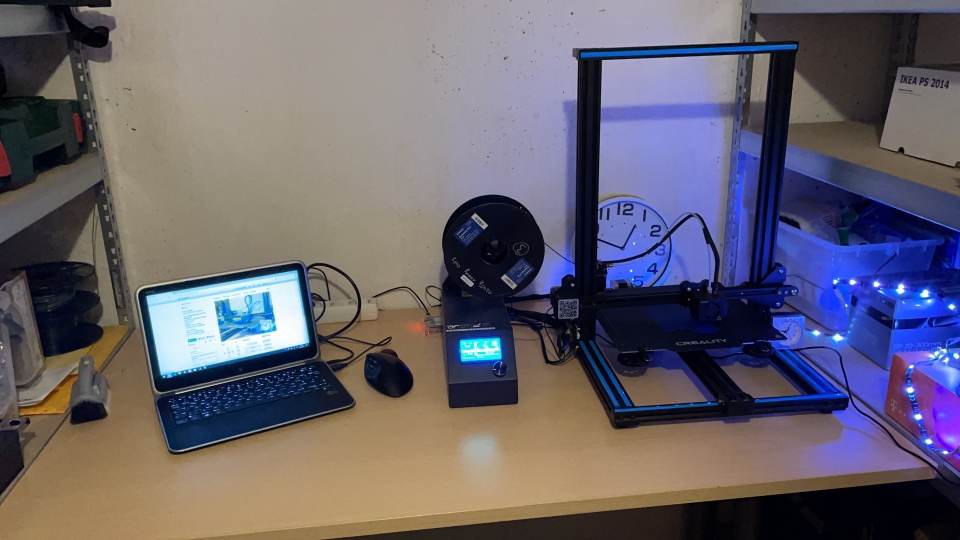
Derweil wird mein Hobbykeller immer schöner. Endlich mal Platz und Arbeitsfläche geschaffen.
|
|
|
|
|
|
|
|
|
|
|
| | Zitat von [2XS]Nighthawk
Kann mir jemand das hier vierteilen damit ich es auch auf meinem Spielzeugdrucker gedruckt bekomme?
| |
Kann ich heute noch machen. STL-Dateien lassen sich unter Win 10 ganz gut mit 3D Builder trennen. Wäre dann halt stumpf.
|
|
[Dieser Beitrag wurde 1 mal editiert; zum letzten Mal von Strahlung-Alpha am 02.05.2021 14:03]
|
|
|
|
|
|
|
|
|
10x10cm
---
Mit dem 3D Builder hatte ich es sogar versucht. Der stürzt mir dann beim Speichern ab, warum auch immer . Für mehr reichen meine Skills leider nicht 
Bin schon kurz davor mir einen grösseren Drucker zu kaufen
|
|
|
|
|
|
|
|
| Thema: 3D-Drucker |




















![AUP [2XS]Nighthawk 04.05.2015](./avatare/upload/U37801--schlafmutze.png)